Nondestructive Testing
(Traditional Film Radiography)

Industrial Radiography (RT):
Performed to locate and evaluate defects located anywhere within a weld or part to assure compliance with applicable code requirements; this inspection is typically performed on welds in piping, boiler tubes, tanks and pressure vessels. Radiography is also applicable to the evaluation of castings such as valve bodies, forgings and many other items. Radiography may be performed on concrete before cutting or drilling to locate and avoid damage to re-bar and post tension cables. Eagle employs Iridium 192 exposure devices to conduct most field radiography; however our 160 Kv x-ray machine is available for special applications. Fully equipped mobile darkrooms are maintained to provide fast, reliable, on-site service to the industry. A new addition to Eagle Testing Company’s line up includes Computed Radiography (CR). Requiring no dark room chemicals, images are digitally captured, evaluated and saved via electronic filing.

Magnetic Particle Testing (MT):
Used on ferro-magnetic materials, MT is performed to locate and evaluate surface and near surface defects to assure compliance with applicable manufacturing and repair codes. This inspection is effective in the evaluation of welds, castings, forgings, plate, etc. Uses include the evaluation of automotive parts, vessel base metal and weld surfaces, construction equipment, crane hooks, etc. MT may be performed at temperatures up to 400 ° F (for example, weld root passes under Pre-Heat). Eagle utilizes portable low amperage yokes for routine inspections and portable high amperage power supply units for very thick specimens. Inspections are performed with visible dry powders or with wet fluorescent baths (viewed under ultraviolet lighting).
Dye Penetrant Testing
Performed to locate and evaluate defects which are open to the surface in materials including ceramics, magnetic and non-magnetic metals and many other materials. This method is utilized in the inspection of welds, tanks, pressure vessels, castings or forgings – after machining (i.e. valve stems and seats) and many other applications.
VISUAL INSPECTION (VT):
Performed to assure compliance with dimensional tolerance in design, fit up and fabrication; is also used to determine required profile and to identify defects in welds.
ULTRASONIC INSPECTION (UT):
Similar to radiography (but using sound waves), Ultrasonic Testing provides the ability to “look” through formed products, weld and base materials for flaws or to determine corrosion. UT thickness inspection is performed on piping, boiler tubing, pressure vessels, tanks, etc. to determine wall reduction and remaining thickness. These measurements are generally used to calculate remaining life and the necessity for repair/replacement. This method is utilized in most Mechanical Integrity Programs (MIP) in Chemical Plants, Refineries, Pipelines, Storage Tanks, Paper Mills and Pressure Vessels. To perform these inspections, Eagle utilizes Panametrics DSL-38 Plus ultrasonic thickness equipment. The DSL-38 plus features storage and computer download capabilities for fast data acquisition and reporting. Straight Beam UT is additionally used to evaluate base materials defects such as laminations or inclusions in plate, cracks in turbine studs, turbine valve studs and also used to determine babbit bearing “disbond” or separation. Ultrasonic Shearwave or Angle Beam Inspection, much like radiography, is performed to locate and evaluate defects anywhere within a weld or other part. By introducing sound waves at various entry angles, angle beam inspection allows for very accurate detection and sizing of defects to assure compliance with applicable codes. Eagle utilizes the Krautkramer USN-52L & USM 35X ultrasonic flaw detectors for these inspections.
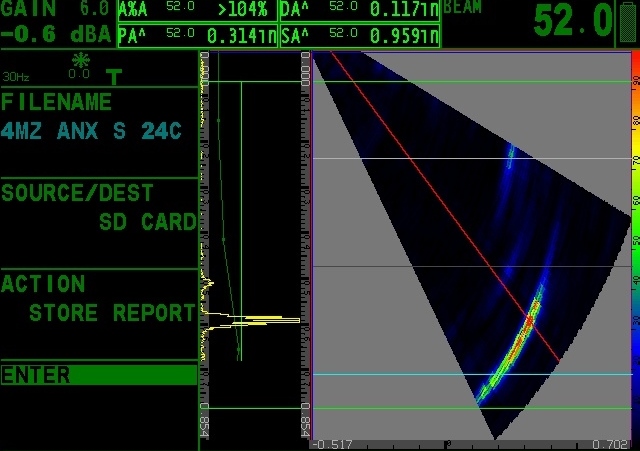
4″ Pipe, 0.150″ Wall (Phased Array Indication of Incomplete Penetration)
PHASED ARRAY ULTRASONIC INSPECTION (PAUT):
Ultrasonic phased array testing is a powerful NDT technology that like traditional ultrasonic testing is used to locate and evaluate defects in the weld or part. The main difference with phased array in comparison with conventional shear wave ultrasonic testing is the application of multiple simultaneous angles (example: 40 through 70 degrees) which are introduced into the test part and allows for enhanced detection evaluation and sizing of defects. Eagle utilizes the GE Phasor XS for this inspection.

POSITIVE MATERIAL IDENTIFICATION (PMI):
Positive material identification is a definitive tool for the analysis of metal alloys, grade control, and plant operation. With our Niton Xl2, Eagle can provide immediate non-destructive chemical analysis of alloy materials by utilizing the latest XRF technology.
HARDNESS TESTING (HT):
Quick and convenient non-destructive hardness testing. Eagle utilizes GE mobile harness testers including the DYNA MIC 10 and DYNA Pocket
Industrial Coating Holiday Testing
Industrial coatings and linings are applied to structural steel, within carbon steel vessels, piping and on other items in various thickness ranges to improve corrosion resistance. In the case of storage or transportation containers, the lining also protects the product from color or chemistry changes. To maximize the return on investment, quality assurance inspections are recommended prior to placing a lined or coated item into service. These inspections serve to identify substandard workmanship and provide an opportunity for repairs by the applicator if required. Thin and thick film coatings or linings can be inspected for “holidays” (voids), metal slivers, inadequate film thickness or electrical resistance and physical damages. Eagle Testing Company can provide inspection personnel and Tinker & Rasor M-1 holiday test equipment for thin film coating inspection to 20 mils. An adjustable Tinker & Rasor holiday detector (model AP/W) is available for inspection of coatings in a range from 21 to 100 mills. This equipment produce a voltage potential between the wetted sponge or wand brush and the ground point. Insufficient coating thickness, reduced electrical resistance or exposed metal at pinholes or metal slivers is identified by audible and visual alarms.